product name |
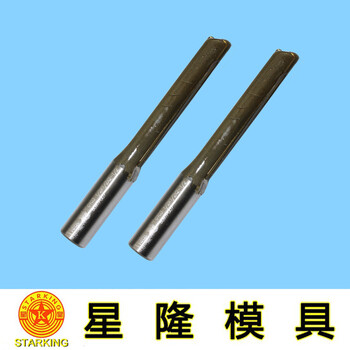
Milling cutter |
Region oriented |
whole country |
Place of Origin |
Guangdong |
brand |
other |
type |
Face milling cutter |
texture of material |
White steel |
Scope of application |
widely |
Provide processing customization |
no |
Specification (diameter * total length) |
150 mm |
name |
Milling cutter |
model |
Woodworking milling cutter |
Whether coated |
Uncoated |
Wholesale or not |
wholesale |
Inventory or not |
stock |
Imported or not |
no |
Analysis on wholesalers of double edge slotting milling cutters for woodworking in dongguan
Various factors affecting tool breakage
1. Machine used
(CNC machine - speed and feed speed)
2. Processed materials
3. Material properties
4. Processing method
5. Each cut
6. ER/new and old degree of quick collet
problem analysis
The tool handle has serious pinch marks
technical analysis
The tool handle has serious pinch marks, which means that the position of the chuck is only 1/3, but not more than 2/3. Moreover, the chuck has been worn, and the force bearing point has changed, resulting in the shaking of the force bearing point of the tool handle in the chuck during processing, resulting in obvious pinch marks of the tool handle.
The tool body is severely worn, the length of the blade does not match the depth of the material to be processed, or the depth of processing is too deep or too fast, which is easy to cause unsmooth chip removal, increase the cutting resistance of the tool, and cause friction and heating between the blade and the material, which causes the rigidity of the tool body to decline, resulting in tool fracture.
Handling suggestions
1. Check the runout of the spindle and the wear degree of the collet. The position of the clamping tool should be suitable.
2. The feeding speed and processing depth shall be well controlled according to the characteristics of materials. When processing hard materials, the feeding speed shall be slowed down as much as possible, and the single processing depth shall be minimized.
3. Select a knife with appropriate blade length for use, and it cannot exceed the processing thickness range by 1cm.
View all introductions
Site Map