preface
In recent years, the final grinding system of roller press cement has been widely recognized in the domestic cement industry due to its strong adaptability, convenient operation, high production capacity, low power consumption and other characteristics. At present, most of the cement roller press grinding systems are not equipped with hot air supply, and the mixture is dried through the full heat exchange of the powder selection system using a certain temperature of clinker, Make the finished cement meet the quality requirements. However, some sites adopt high moisture Due to the influence of industrial waste residue and local climate environment, the comprehensive moisture of materials fed into the cement mill is relatively high, and the phenomenon of material blockage occurs in individual links. This paper analyzes the blocking problem of cement grinding system at a site in Qilian Mountain from the design point of view, and puts forward a solution for your reference.
1、 Project Background
A cement company in Qilian Mountain reconstructed the cement grinding system in 2016, and formed the final grinding system of the double loop flow cement part by adding a new roller press TRP180-120 (2 × 1250kW) and the original ф 4.2m × 13.5m (3350kW) cement mill. See the flow chart of some final grinding systems Figure 1 。
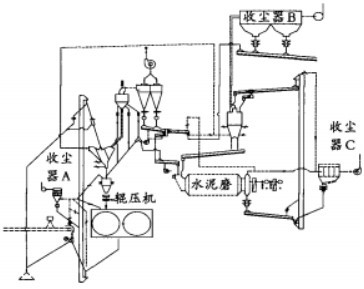
Figure 1 Flow chart of part of final grinding system
The system output has been 250~260t/h since it was put into operation for two years, and the comprehensive power consumption of the system is~29.5kW/t. Since 2019, desulfurization gypsum has been used in the system to replace natural gypsum, and 5%~6% of moisture is used in the mixture Beneficiation waste residue leads to 1.41% comprehensive water content of cement in grinding when P · C32.5R is produced. In case of blockage of fresh materials at the chute lifted by the circulating bucket of the roller press, manual cleaning is required for each shift. Dewing occurs at some observation holes. The dust collectors responsible for the roller press, the intermediate bin and the feeding link have paste bags. There are also blockage of the dust return chute of the dust collector and the coarse powder return chute of the powder concentrator of the roller press system, It is necessary to knock and vibrate manually regularly for dredging. Based on the analysis of the operation picture and some original data of the on-site production center control, from the design point of view, it is believed that through a small amount of adjustment and transformation, the problem of frequent material blocking in the roller press link of cement grinding production can be solved to a certain extent.
2、 Main ideas and specific practices
The evaporation of material moisture in the cement grinding process of the system mainly depends on the clinker temperature and the work heat in the grinding process. On site clinker feeding The grinding system temperature is 110 ℃. When producing P · C32.5R cement, the comprehensive moisture of the material is 1.4%. In view of the existing conditions, the following aspects are mainly considered:
(1) The water is discharged mainly through each dust collector fan chimney discharge system. By analyzing the characteristics of gas and material moisture in each link of material grinding, and taking advantage of the existing clinker temperature, binder, gas dispersion and mixing characteristics, Make full use of each dust collector to discharge the hot and humid gas out of the system as far as possible, so that the system has a certain drying capacity, to ensure that the moisture of cement products meets the requirements, and to reduce the generation of blocking materials.
(2) Reasonably adjust the angle of relevant chute to reduce material blockage;
(3) Combined with the screenshot of the central control system, after analysis, the system power consumption is further reduced through low-cost adjustment and transformation.
2.1 Wet and hot waste gas of dust collector of feeding system
The dust collector A of the feeding system has a processing capacity of 11600m3/h, and is responsible for the treatment of waste gas from incoming materials, roller press and roller press silos. The dust collector is responsible for five dust raising points, the pipe diameter is 250~400mm, and each air duct is equipped with a manual control valve. The dust collector has the phenomenon of bag pasting, and the ash return air duct is blocked. The materials treated by this dust collector contain high moisture. On the one hand, materials with high moisture such as desulfurized gypsum and mineral processing waste residue are mixed with hot clinker, and the moisture evaporates quickly; On the other hand, the work heat of the material extruded by the roller press and the fineness of the material increase, resulting in fast moisture in the internal part of the material Quickly separate the material.
The solution is as follows:
(1) Cancel the regulating valve on each air duct to reduce the pipeline resistance;
(2) Increase the diameter from the middle of the bucket elevator housing The 500mm dust collection air duct is connected to the air inlet of the dust collector to accelerate the discharge of hot gas in the bucket elevator;
(3) Connect the outlet of the dust collection air duct at the roller press and the intermediate bin directly to the bucket elevator housing, and the height of the interface on the elevator housing is close to the air inlet of the dust collector, so as to reduce the resistance caused by the longer and thinner pipes and the problem of blocked air ducts;
(4) Cancel the dust collection air duct from the roller press to the bucket lifting unloading chute, the bucket lifting itself can be used as the dust collection air duct, and the air flow direction in the bucket lifting is consistent with the material flow direction, which is conducive to the discharge of hot gas.
After transformation, the drawing resistance of exhaust fan will be reduced, and the energy consumption will remain unchanged Under the condition of, replace the air volume with pressure to maximize the extraction of more humid and hot gas from the system.
2.2 Waste gas from treatment system of bag filter B of cement mill system
Bag dust collector B has a processing capacity of 290000m3/h and is responsible for water treatment Waste gas from the slurry pipe mill powder separation system. The dust collector has a large processing capacity. The moisture content of waste gas treated by the dust collector is lower than that of other links, and its main function is to ensure that the moisture content in finished cement products is qualified. The water that needs to be treated by the dust collector mainly comes from two links, one is the heat generated in the cement tube mill and the water in the material caused by the further improvement of material fineness; The other part is the water contained in the hot gas discharged from the circulating fan of the roller press as the primary air of the cement mill separator.
Solution: As can be seen from the central control screenshot, the system exhaust air The machine runs near 38~40Hz, and there is still some room for improvement, It is suggested to lead an air duct with a diameter of about 500mm from the air duct of the roller press circulating fan to the cement mill powder concentrator to the inlet of dust collector B. An electric control valve is set on the air duct. When P · C32.5R cement is produced, the valve is properly opened, and some hot gases with high moisture content in the roller press system are directly sent to the bag dust collection system, This part of damp and hot gas shall not enter the cement mill powder separation system completely, so as to give full play to the reduction of cement temperature and precipitation of water in the material gas exchange link during the separation process of the cement mill powder separator. Since there are 4 air inlets at the bottom of the cement mill separator, the operating air volume of the cement mill separator can be ensured by adjusting the opening of the air inlet valve plate. The above scheme will have a more significant effect on dry areas in summer.
2.3 Ventilation system bag dust collection C in cement mill for waste gas treatment
The dust collector and fan are original equipment before reconstruction, with a processing capacity of 70000m3/h. Mainly responsible for ventilation in cement pipe mill. Due to the great work and heat generated by the cement mill and the further improvement of material fineness, the moisture in the waste gas treated by the dust collector is still high, which contributes greatly to the reduction of moisture in cement products. At the same time, the treatment capacity is 70000m3/h For the ф 4.2m × 13.5m (3350kW) cement mill, its capacity is too large and cannot work, because too much wind will lead to too large circulating load of the cement mill in the closed circuit system. In addition, the air volume of the fan is regulated by the electric valve. The central control screen shows that the opening of the fan inlet valve is only 40% during operation, and the operating current is 137A. The exhaust fan is not equipped with variable frequency speed regulation. From the above data, it can be seen that the operating current of the fan is on the high side, and the energy consumption loss is larger than that of similar systems.
resolvent: First, cancel the valve at the inlet of the fan, and change the fan to variable frequency speed regulation to minimize the loss of invalid energy consumption. Secondly, the dust collection air duct at the head of the bucket elevator is canceled, and a dust collection air duct is directly set at the bucket elevator near the inlet of the dust collector. The bucket elevator is used as the dust collection air duct, and the hot and humid gas in the bucket elevator is discharged out of the system to the maximum extent.
2.4 Modify the lift of fresh material entering the circulating bucket of roller press
In order to solve the material blocking problem of the chute, It is considered to add an air gun or vibration device at the bottom of the chute, increase the angle of the chute, and cancel the original steps and baffle plates. When modifying the angle of the chute, attention should be paid to ensure that the material flow is vertical to the hopper lifting inlet when the material enters the hopper lifting, so as to prevent the material flow from entering the hopper lifting obliquely, which will lead to material deviation and the current of the dual drive motor of the bucket lifting Deviation of.
3、 Concrete measures for energy saving and consumption reduction of cement grinding system
(1) The above measures will reduce the resistance of all links of the system to a certain extent and have a certain effect on the energy consumption loss of the system while reducing the system moisture and blocking materials.
(2) The inlet valve of the exhaust fan used for ventilation in the cement mill is canceled, and the frequency conversion speed regulation is changed to reduce the energy consumption loss of the fan.
(3) At present, the circulating fan of the roller press and the exhaust fan of the system are variable frequency speed regulation. Although the opening of the fan inlet valve is fully open, it will still cause system resistance, especially for the high concentration dust abrasion and resistance of the roller press circulating fan, it is inevitable, It is recommended to cancel the fan inlet valve to reduce the system resistance.
(4) The operating current of the cement mill is 215~220A. For the installed capacity of 3350kW, the operating current is too high, which will have a great negative impact on the power consumption of the cement grinding system, It is suggested to adjust the silo and gradation of cement mill to reduce the current of cement mill.
4、 Conclusion
The power consumption of cement grinding system operation is the part that most cement enterprises pay close attention to. It has a great relationship with the system configuration, process design scheme, clinker grindability, mixed material variety, material entering system mode, operation habits, equipment operation status, etc. There may be different solutions to the same problem, and there may be similarities and differences. Effectively analyze the characteristics of the system based on the on-site situation, combine the theoretical analysis with the actual situation, give full play to the strengths of both parties, and effectively solve problems for the owners.
Author: Wu Yaoyao
Source: Sinoma International Engineering Co., Ltd. (Nanjing)
WeChat official account: spare parts website (follow for more information)
(This article is from the network. If copyright issues are involved, please call or write to the author!)

