![High temperature double hole push plate furnace High temperature push plate furnace High temperature sintering furnace Push plate furnace Push plate kiln]()
Electric discussion Minimum order quantity: 1 set High temperature double hole push plate furnace High temperature push plate furnace High temperature sintering furnace Push plate furnace Push plate kiln Jiangsu Qianjin Furnace Equipment Co., Ltd Wuxi, Jiangsu -
Processing customization yes -
type production line -
brand Anterior brocade -
model Non standard customization -
Specifications Non standard customization -
Processing capacity strong
-
![Quartz tube furnace Tube experimental furnace Powder sintering furnace]()
¥45,000 RMB/set Minimum order quantity: 1 set Quartz tube furnace Tube experimental furnace Powder sintering furnace Yixing Bangshida Furnace Industry Co., Ltd Wuxi, Jiangsu -
Processing customization yes -
type production line -
brand Bonstar -
model BGS-30-11 -
Specifications customized -
product name Experimental furnace
-
![High temperature double channel push plate kiln, double push plate electric kiln, double hole push plate furnace]()
Electric discussion Minimum order quantity: 1 set High temperature double channel push plate kiln, double push plate electric kiln, double hole push plate furnace Jiangsu Qianjin Furnace Equipment Co., Ltd Wuxi, Jiangsu -
Processing customization yes -
type production line -
brand Anterior brocade -
model RTB
-
![Pusher kiln, electronic rubber discharging pusher furnace, battery cathode material sintering furnace]()
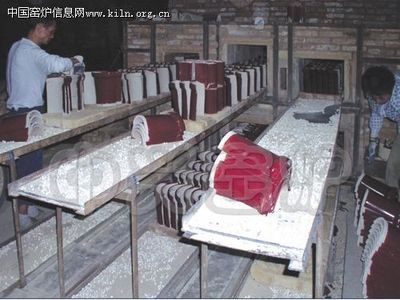
¥200,000 RMB/set Minimum order quantity: 1 set Pusher kiln, electronic rubber discharging pusher furnace, battery cathode material sintering furnace Wuxi Bailu Thermal Technology Co., Ltd Wuxi, Jiangsu -
Processing customization yes -
type production line -
brand Bailu Thermal Engineering -
model BQZT series -
Specifications customized -
product name Pusher furnace
-
![Supply Sanmu clutch 101-16-11101-20-11]()
Electric discussion Minimum order quantity: 1 set Supply Sanmu clutch 101-16-11101-20-11 Sihui Zhijia Mechanical and Electrical Equipment Co., Ltd Zhaoqing, Guangdong Wenzhou Qiqiang Mechanical and Electrical Equipment Co., Ltd. is an industrial equipment company that acts as the agent of Japan's Sanmu transmission equipment. The product details are as follows: Sanmu electromagnetic clutch, Sanmu clutch, Japan's Sanmu clutch, MIKIPULLEY electromagnetic clutch 101-06-13/101-08-11